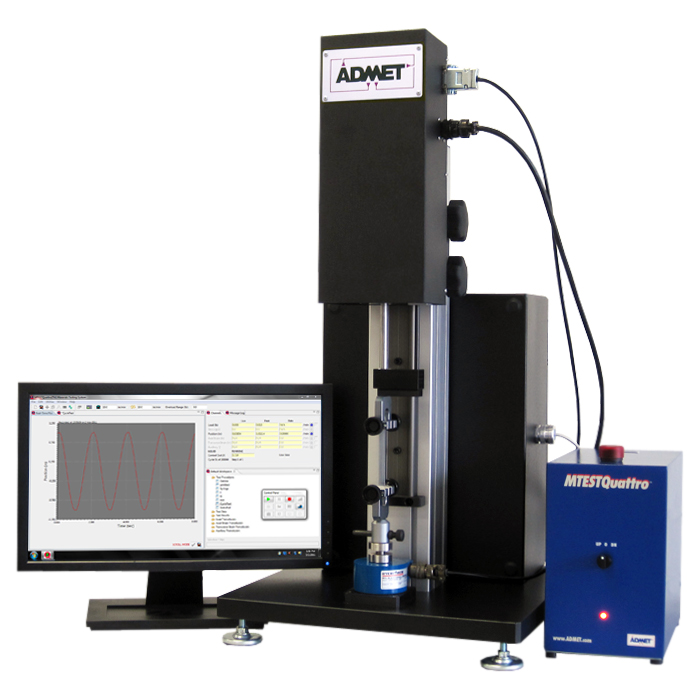
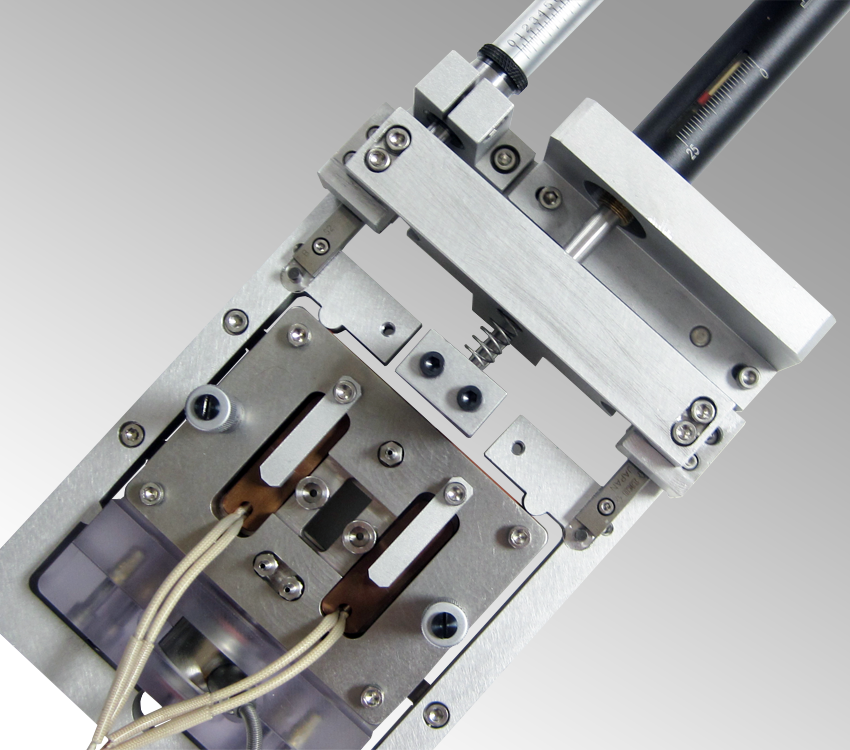
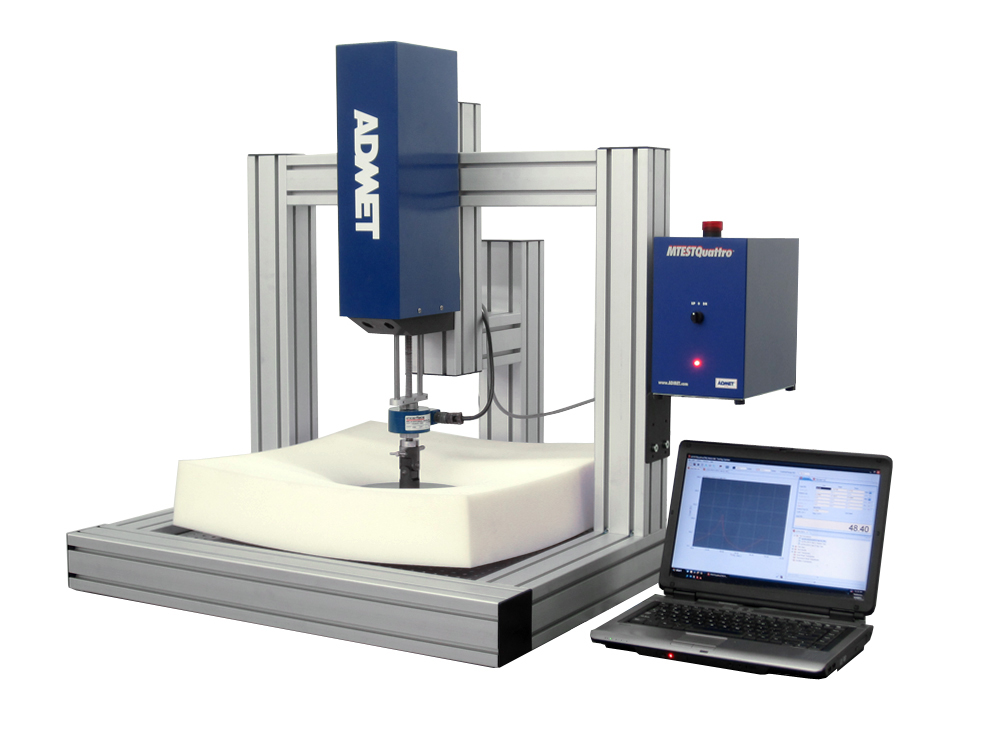
ADMET manufacturers Universal Testing Machines, Biaxial, Fatigue, and Torsion Testing Systems to test the mechanical properties of medical devices, biomaterials, and raw materials. A representative from ADMET will be available to discuss your testing application and determine which testing system will best suit your needs. Click Here for an overview of the ADMET Product Line.
The ODT Forum Supplier Expo, Fort Wayne offers targeted conference sessions, exhibits and multiple networking opportunities. Take advantage of this opportunity to be involved in collaboration on key issues that affect the entire orthopedic manufacturing industry.
AGENDA SESSION DESCRIPTIONS
To view speakers and specific topics, please visit the conference agenda.
Workshop:
Effective Negotiation Skills for Orthopedic Device Manufacturers & Suppliers
From global outsourcing agreements to getting your team to meet its internal goals, device manufacturers have substantial pressure to perform. Each scenario brings a host of obstacles, including difficult personalities, company policies, complex laws, and the list goes on…
By elevating your negotiation skills you can:
-
Improve personal and working relationships
-
Negotiate better deals with suppliers, customers and partners – focus on purchasing agreements
-
Have a positive impact on your organization – both internally and externally
Workshop:
Engineering Orthopedic Innovation: Keeping Your R&D and Product Development Ahead of the Curve
A host of factors conspire to slow down a good idea—technology, finances, personnel, among others. In this workshop, you'll find out how to keep your company's best technical minds working on next-generation orthopedics while maneuvering around some of today's innovation barriers.
Workshop:
Streamlining the Supplier Quality Audit Process
As the practice of outsourcing has grown exponentially in the orthopedic device space, so has the need for managing the process. This session will provide tactics to:
-
Improve efficiency
-
Establish a best practices framework
-
Assist with the audit process
Panel Discussion:
Getting on the Same Page - Establishing a Standard OEM/Supplier Protocol - Status Report
OEMs and suppliers alike are frustrated by the lack of standardization of manufacturing processes. The time is now to create one set of requirements that orthopedic manufacturers follow. Building on the foundation set at ODT Forum, join industry stake holders in the ongoing effort on establishing industry best practices across business categories that you use while remaining compliant.